技術資料
曲面研磨の自動化 - 自動研磨装置の開発 -
製造統括本部 生産技術部 生産技術課
キーワード
曲面,研磨,自動化,金型,成形品,バリ,バリ取り
1.はじめに
金型成形品において,バリは製品の品質に影響を与えるため,その除去処理が非常に重要となってくる。機械で自動研磨できれば良いが,研磨面が平面でない場合,バリ取りは主に人の手作業で行われることが多い。手作業は熟練度も関係し,品質を安定させることが難しく,また,長時間の作業は作業者への負担が大きい問題があった。
そのような事情から,生産効率と品質の向上,作業者への負担軽減も含め,バリを研磨して除去できる装置を開発する必要があった。
本稿では,曲面研磨の自動化について説明する。
2.背景
2.1 バリについて
ダイカストや樹脂成形等の金型成形品において,金型のパーティング面には分割した跡が残り,これがバリとなることがある。
バリが発生する要因としては,主に金型によるものと射出条件によるものの2つがある。金型の要因は,金型の製作精度や摩耗等であり,射出条件の要因は,金型温度,材料温度,射出速度,射出圧力等が挙げられる。
何度も繰り返し使用される金型は,パーティング面が摩耗して金型に隙間ができるため,その隙間に樹脂が流れ込みバリという成形不良が発生する。こうして発生したバリは,製品の性能を左右する場合があり,金型の補修をするか,成形品のバリ取りが必要となる。
2.2 バリ取り作業について
前節のバリ取りは,機械加工もしくは手作業での加工となる。成形品のバリ発生部が平面である場合は,機械加工が比較的容易に行えるが,曲面である場合は,機械加工では加工面の位置決めが難しく,人の手作業となる。
手作業でのバリ取りは紙やすり等を使用して仕上げるが,手作業であるため熟練度も影響し,削りすぎや削る範囲が広い等,安定した研磨を行うことが難しい。また,一部品あたりの作業時間も長くなることが多く,研磨に集中力を要するため,長時間の作業は作業者への負担が大きい問題がある。
3.改善
3.1 旋盤による研磨
まず,旋盤によるバリの除去を試みたが,成形品は真円では成形されないため,バリのみを除去することはできなかった。また,旋盤ではバリ以外の部分も研磨してしまうため,研磨により成形品の肉厚が薄くなるという問題が出てきた。
3.2 自動研磨装置の開発

図1 自動研磨装置の外観
そこで,ガイドローラを用いて成形品を固定し,曲面に合わせてバリのみを研磨できる装置を開発した(図1)。
研磨する部分が円筒形状をしている成形品を例に,表1で研磨の方法を手順に沿って説明する。
研磨が終了したら表1の逆の手順を行って固定を緩め,成形品を取り外せば研磨完了となる。
また,成形品に複数のバリがある場合でも,一旦成形品から研磨ヘッドを離し,次のバリ位置まで成形品を回転させて表1の③④を繰り返すことで対応できる。各ガイドローラは回転するため,研磨中は外側のガイドローラを成形品から離すことなく連続で処理できる。
| ①成形品を固定する。 | |
|---|---|
| 成形品の円筒部分を,円筒の外側から3つのガイドローラで挟み,成形品を固定する。なお,バリの大きさは微小で,右図では表現できないため,▲印でバリの位置を示している。 | 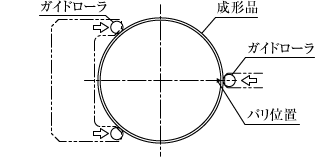 |
| ②成形品内側に研磨ヘッドを挿入する。 | |
| 研磨ヘッドは,砥石とその両側のガイドローラが一体となっている。砥石の位置は調整できるようになっており,研磨量を調整できる。 | 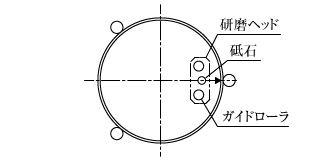 |
| ③研磨ヘッドを成形品に押し当てる。 | |
| 成形品に内側から2つのガイドローラを押し当てることで,研磨面の位置を決定する。このとき砥石は回転させている。 | 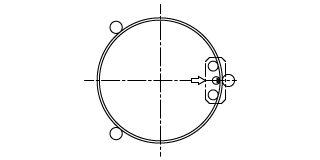 |
| ④成形品を円周方向に数回振る。 | |
| ガイドローラと研磨ヘッドは位置が固定されており,バリの位置を中心にして成形品を円周方向に数回振ることで研磨する。 | 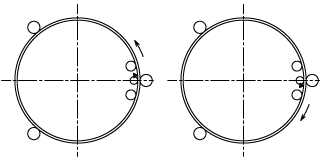 |
3.3 砥石の傾斜
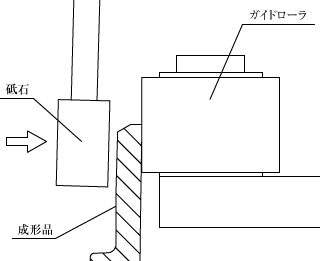
図2 研磨部の断面
金型成形品には金型から成形品をスムーズに離型させるための抜き勾配が設けられているので,研磨ヘッドの砥石は研磨される面と平行になるように傾けて取り付けられている。これにより,研磨面を均一に研磨することができるようになっている(図2)。
4.結果
自動研磨装置による加工時間は一部品あたり約40秒であり,手作業の3~5分と比べると大幅に加工時間を削減することができた。また,均一な研磨を行うことができるようになり,品質も安定した。本自動研磨装置を開発したことで作業者への負担が減り,加工時間短縮と品質の安定により生産効率が大幅に向上した。
5.おわりに
今回,曲面研磨向けの自動研磨装置を開発したことで,生産効率を大幅に向上させることができた。同様の手法を用いることで様々な自動研磨に対応できるようになり,多くの場面で品質と生産効率を上げられると期待している。
この記事は弊社発行「IWASAKI技報」第35号掲載記事に基づいて作成しました。
(2016年11月30日入稿)
テクニカルレポートに掲載されている内容は、原稿執筆時点の情報です。ご覧の時点では内容変更や取扱い中止などが行われている可能性があるため、あらかじめご了承ください。